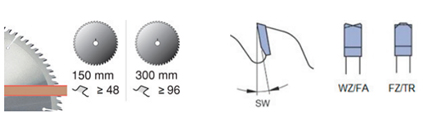
Для розпилювання HPL панелей GENTAŞ використовуйте твердосплавні дискові пилки. Для більшого ресурсу інструменту рекомендовано використовувати алмазні пилки. Для розпилювання рекомендуються такі форми зуба: скошений (WZ/FA), плоский/трапецоїдний (FZ/TR) швидкість різання 50-60 м/с, подача на зуб 0,02-0,04 мм/зуб. Висока швидкість різання дає відмінну якість кромки, але знижує термін служби інструменту. Швидкість подачі залежить від товщини панелі, 6-8 м/хв буде оптимальна для хорошого результату. Необхідно робити торцювання панелі по 1 см з кожного боку для ідеальної геометрії виробів.
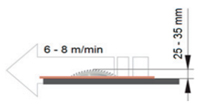
Глибина (висота) ріжучого інструменту над рівнем матеріалу: 25-35 мм, відхилення від рекомендованих значень впливає якість кромки виробу.
Якщо Ви використовуєте ручну циркулярну пилку для розпилювання HPL-панелей – використовуйте направляючу шину. При випилюванні лобзиком необхідно додатково обробити гострі краї за допомогою заокруглення. Підберіть оптимальну швидкість подачі інструменту, щоб уникнути пошкодження країв. Усі внутрішні кути необхідно виконувати заокругленими по радіусу не менше 4 мм. Задирки усуньте за допомогою наждачного паперу або шліфувальної машинки.

Свердлити HPL панелі можна ручним дрилем, на стаціонарному свердлильному верстаті або за допомогою фрезерного верстата ЧПУ (CNC). Використовуйте свердла зі швидкорізальної (HSS) сталі або твердосплавні (типу H) з малим кутом нахилу канавок та кутом при вершині ≤ 90 . При використанні ручного дриля обов’язково використовуйте центруюче свердло. Якщо свердління виконується не наскрізь, в тілі панелі потрібно залишати 2мм, при свердлінні використовується свердло ꬾ на 0.5мм менше різьби гвинта.
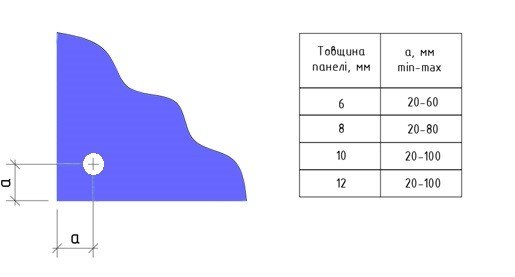

Мінімальна та максимальна відстані між центром отвору та кромкою панелі.
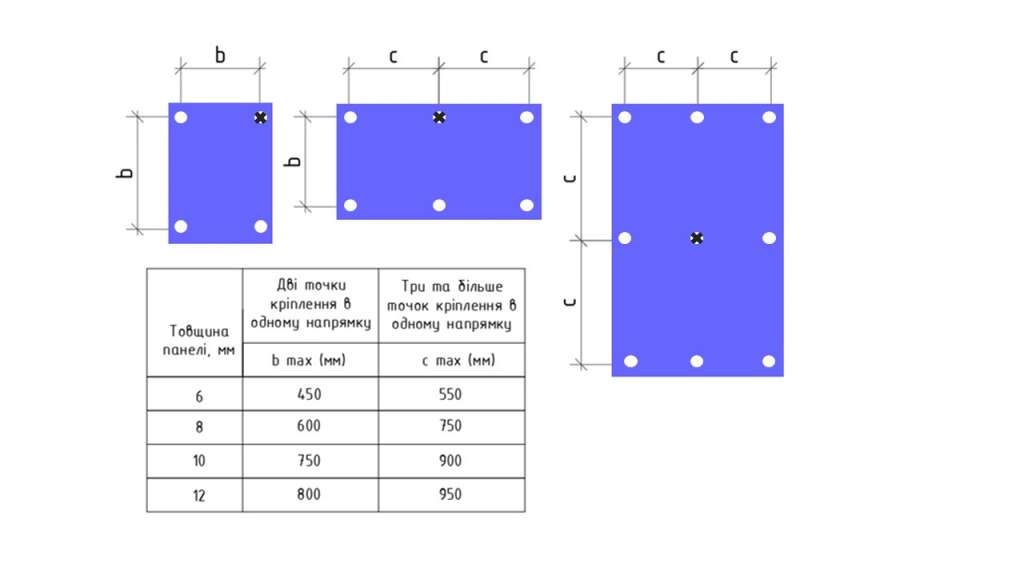
Максимальна відстань між точками кріплення залежить від товщини панелі (точне значення розраховується за конкретним проєктом з урахуванням вітрових навантажень, висоти будівлі та застосовуваної підсистеми).